Difference between revisions of "42Q-MES0158 Tooling Control White Paper"
| Line 16: | Line 16: | ||
| | ||
| − | = <span class="mw-headline" id="Overview"><span class="mw-headline" id="Overview"><span class="mw-headline" id="Overview"><span class="mw-headline" id="Overview">Overview</span></span></span></span> = | + | = <span class="mw-headline" id="Overview"><span class="mw-headline" id="Overview"><span class="mw-headline" id="Overview"><span class="mw-headline" id="Overview"><span class="mw-headline" id="Overview"><span class="mw-headline" id="Overview">Overview</span></span></span></span></span></span> = |
<br/> Computerized Maintenance Management System (CMMS) Tooling Control is the sister companion to CMMS Asset, 42Q’s complete solution for asset management. Tooling Control integrates with 42Q’s shop floor control package (MES 101), and their powerful business analytics tool (MESWeb), to provide ultimate control and traceability for factories that utilize tooling equipment (e.g. test jigs, test fixtures, solder paste stencils and squeegees, vacuum blocks) and assembly tools (e.g. screwdrivers, torque meters, etc.) in conjunction with their factory’s assets. | <br/> Computerized Maintenance Management System (CMMS) Tooling Control is the sister companion to CMMS Asset, 42Q’s complete solution for asset management. Tooling Control integrates with 42Q’s shop floor control package (MES 101), and their powerful business analytics tool (MESWeb), to provide ultimate control and traceability for factories that utilize tooling equipment (e.g. test jigs, test fixtures, solder paste stencils and squeegees, vacuum blocks) and assembly tools (e.g. screwdrivers, torque meters, etc.) in conjunction with their factory’s assets. | ||
| Line 22: | Line 22: | ||
| | ||
| − | = <span class="mw-headline" id="Benefits"><span class="mw-headline" id="Benefits"><span class="mw-headline" id="Benefits"><span class="mw-headline" id="Benefits">Benefits</span></span></span></span> = | + | = <span class="mw-headline" id="Benefits"><span class="mw-headline" id="Benefits"><span class="mw-headline" id="Benefits"><span class="mw-headline" id="Benefits"><span class="mw-headline" id="Benefits"><span class="mw-headline" id="Benefits">Benefits</span></span></span></span></span></span> = |
Tooling Control notifies key personnel of upcoming and overdue maintenance requirements, and automatically creates, sends, and closes work orders for tooling maintenance tasks. | Tooling Control notifies key personnel of upcoming and overdue maintenance requirements, and automatically creates, sends, and closes work orders for tooling maintenance tasks. | ||
| Line 34: | Line 34: | ||
| | ||
| − | = <span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control">Comparison of CMMS Asset and CMMS Tooling Control</span></span></span></span></span> = | + | = <span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control"><span class="mw-headline" id="Comparison_of_CMMS_Asset_and_CMMS_Tooling_Control">Comparison of CMMS Asset and CMMS Tooling Control</span></span></span></span></span></span></span> = |
{| border="1" class="wikitable" | {| border="1" class="wikitable" | ||
| Line 62: | Line 62: | ||
| | ||
| − | = <span class="mw-headline" id="Tooling_Modules"><span class="mw-headline" id="Tooling_Modules"><span class="mw-headline" id="Tooling_Modules"><span class="mw-headline" id="Tooling_Modules">Tooling Modules</span></span></span></span> = | + | = <span class="mw-headline" id="Tooling_Modules"><span class="mw-headline" id="Tooling_Modules"><span class="mw-headline" id="Tooling_Modules"><span class="mw-headline" id="Tooling_Modules"><span class="mw-headline" id="Tooling_Modules"><span class="mw-headline" id="Tooling_Modules">Tooling Modules</span></span></span></span></span></span> = |
Tooling is completed within several 42Q modules. The Tooling Control module, housed inside CMMS Asset, is used by engineers to define maintenance profiles and usage parameters. Tooling Mapping associates MES 101 data (production part numbers, process, location) with tooling equipment, in order for 42Q to count usages by scan activity. Tooling Load/Unload captures tooling usage and validates tooling equipment as production operators load tools and scan units at the mapped location. Finally, plants can view a complete unit history of all tooling activity in the Tooling Where Used feature, located within CMMS Reports. Plants utilizing Tooling Control as a standalone feature without MES 101 can manually track tooling used in the Manual Update Usage module. | Tooling is completed within several 42Q modules. The Tooling Control module, housed inside CMMS Asset, is used by engineers to define maintenance profiles and usage parameters. Tooling Mapping associates MES 101 data (production part numbers, process, location) with tooling equipment, in order for 42Q to count usages by scan activity. Tooling Load/Unload captures tooling usage and validates tooling equipment as production operators load tools and scan units at the mapped location. Finally, plants can view a complete unit history of all tooling activity in the Tooling Where Used feature, located within CMMS Reports. Plants utilizing Tooling Control as a standalone feature without MES 101 can manually track tooling used in the Manual Update Usage module. | ||
| Line 68: | Line 68: | ||
| | ||
| − | = <span class="mw-headline" id="Whitepaper_Structure"><span class="mw-headline" id="Whitepaper_Structure"><span class="mw-headline" id="Whitepaper_Structure"><span class="mw-headline" id="Whitepaper_Structure">Whitepaper Structure </span></span></span></span> = | + | = <span class="mw-headline" id="Whitepaper_Structure"><span class="mw-headline" id="Whitepaper_Structure"><span class="mw-headline" id="Whitepaper_Structure"><span class="mw-headline" id="Whitepaper_Structure"><span class="mw-headline" id="Whitepaper_Structure"><span class="mw-headline" id="Whitepaper_Structure">Whitepaper Structure </span></span></span></span></span></span> = |
This document will explain Tooling Control by borrowing several real-life examples from an SMT (Surface Mount Technology) production line. Select the business scenario that best matches your production needs to configure tooling equipment and begin using Tooling Control on your factory floor today. | This document will explain Tooling Control by borrowing several real-life examples from an SMT (Surface Mount Technology) production line. Select the business scenario that best matches your production needs to configure tooling equipment and begin using Tooling Control on your factory floor today. | ||
| Line 74: | Line 74: | ||
| | ||
| − | = <span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview"><span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview"><span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview"><span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview">Use Case: Volt Velocity: Overview</span></span></span></span> = | + | = <span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview"><span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview"><span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview"><span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview"><span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview"><span class="mw-headline" id="Use_Case:_Volt_Velocity:_Overview">Use Case: Volt Velocity: Overview</span></span></span></span></span></span> = |
"Volt Velocity,” an integrated manufacturing services (IMS) factory, builds printed electronic circuit boards for the automotive industry. Volt produces 4,000 PCBs each day. The boards are attached to plates that consist of buttons, LED lights, and copper stripping (these items are outsourced). Completed plates are installed onto stereo consoles of compact cars. | "Volt Velocity,” an integrated manufacturing services (IMS) factory, builds printed electronic circuit boards for the automotive industry. Volt produces 4,000 PCBs each day. The boards are attached to plates that consist of buttons, LED lights, and copper stripping (these items are outsourced). Completed plates are installed onto stereo consoles of compact cars. | ||
| Line 143: | Line 143: | ||
<br/> | <br/> | ||
| − | = <span class="mw-headline" id="Tooling_Control_Workflow"><span class="mw-headline" id="Tooling_Control_Workflow"><span class="mw-headline" id="Tooling_Control_Workflow"><span class="mw-headline" id="Tooling_Control_Workflow">Tooling Control Workflow</span></span></span></span> = | + | = <span class="mw-headline" id="Tooling_Control_Workflow"><span class="mw-headline" id="Tooling_Control_Workflow"><span class="mw-headline" id="Tooling_Control_Workflow"><span class="mw-headline" id="Tooling_Control_Workflow"><span class="mw-headline" id="Tooling_Control_Workflow"><span class="mw-headline" id="Tooling_Control_Workflow">Tooling Control Workflow</span></span></span></span></span></span> = |
'''Figure 1: Tooling Control Workflow''' | '''Figure 1: Tooling Control Workflow''' | ||
| Line 151: | Line 151: | ||
| | ||
| − | = <span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps">Pre-Configuration Steps</span></span></span></span></span> = | + | = <span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps"><span class="mw-headline" id="Pre-Configuration_Steps">Pre-Configuration Steps</span></span></span></span></span></span></span> = |
| | ||
| Line 178: | Line 178: | ||
<ol start="2"> | <ol start="2"> | ||
<li> | <li> | ||
| − | === <span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist">Checklist</span></span></span></span></span></span></span> === | + | === <span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist"><span class="mw-headline" id="Checklist">Checklist</span></span></span></span></span></span></span></span></span> === |
| | ||
| Line 225: | Line 225: | ||
| | ||
| − | === <span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="Asset_Type_.26_Asset">4. Asset Type & Asset</span></span></span></span></span></span></span> === | + | === <span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="4._Asset_Type_.26_Asset"><span class="mw-headline" id="Asset_Type_.26_Asset">4. Asset Type & Asset</span></span></span></span></span></span></span></span></span> === |
| | ||
| Line 276: | Line 276: | ||
</ol> | </ol> | ||
| − | = <span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs"><span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs"><span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs"><span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs">Configure Tooling Thresholds Per Your Plant’s Production Needs</span></span></span></span> = | + | = <span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs"><span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs"><span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs"><span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs"><span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs"><span class="mw-headline" id="Configure_Tooling_Thresholds_Per_Your_Plant.E2.80.99s_Production_Needs">Configure Tooling Thresholds Per Your Plant’s Production Needs</span></span></span></span></span></span> = |
<br/> | <br/> | ||
| Line 288: | Line 288: | ||
| | ||
| − | = <span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration"><span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration"><span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration"><span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration">Example 1: Volt Velocity’s Solder Paste Stencil Maintenance Configuration</span></span></span></span> = | + | = <span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration"><span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration"><span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration"><span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration"><span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration"><span class="mw-headline" id="Example_1:_Volt_Velocity.E2.80.99s_Solder_Paste_Stencil_Maintenance_Configuration">Example 1: Volt Velocity’s Solder Paste Stencil Maintenance Configuration</span></span></span></span></span></span> = |
| | ||
| Line 316: | Line 316: | ||
| | ||
| − | == <span class="mw-headline" id="The_42Q_Solution"><span class="mw-headline" id="The_42Q_Solution"><span class="mw-headline" id="The_42Q_Solution"><span class="mw-headline" id="The_42Q_Solution">The 42Q Solution</span></span></span></span> == | + | == <span class="mw-headline" id="The_42Q_Solution"><span class="mw-headline" id="The_42Q_Solution"><span class="mw-headline" id="The_42Q_Solution"><span class="mw-headline" id="The_42Q_Solution"><span class="mw-headline" id="The_42Q_Solution"><span class="mw-headline" id="The_42Q_Solution">The 42Q Solution</span></span></span></span></span></span> == |
| | ||
| Line 334: | Line 334: | ||
<br/> | <br/> | ||
| − | = <span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration"><span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration"><span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration"><span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration">Example 2: Volt Velocity’s Rivet Guns and Torque Screwdrivers Maintenance Configuration</span></span></span></span> = | + | = <span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration"><span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration"><span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration"><span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration"><span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration"><span class="mw-headline" id="Example_2:_Volt_Velocity.E2.80.99s_Rivet_Guns_and_Torque_Screwdrivers_Maintenance_Configuration">Example 2: Volt Velocity’s Rivet Guns and Torque Screwdrivers Maintenance Configuration</span></span></span></span></span></span> = |
| | ||
| Line 384: | Line 384: | ||
| | ||
| − | == <span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold"><span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold"><span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold"><span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold">Usage Milestone and Warning Threshold </span></span></span></span> == | + | == <span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold"><span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold"><span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold"><span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold"><span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold"><span class="mw-headline" id="Usage_Milestone_and_Warning_Threshold">Usage Milestone and Warning Threshold </span></span></span></span></span></span> == |
| | ||
| Line 404: | Line 404: | ||
| | ||
| − | == <span class="mw-headline" id="The_42Q_Solution_2"><span class="mw-headline" id="The_42Q_Solution_2"><span class="mw-headline" id="The_42Q_Solution_2"><span class="mw-headline" id="The_42Q_Solution_2">The 42Q Solution</span></span></span></span> == | + | == <span class="mw-headline" id="The_42Q_Solution_2"><span class="mw-headline" id="The_42Q_Solution_2"><span class="mw-headline" id="The_42Q_Solution_2"><span class="mw-headline" id="The_42Q_Solution_2"><span class="mw-headline" id="The_42Q_Solution_2"><span class="mw-headline" id="The_42Q_Solution_2">The 42Q Solution</span></span></span></span></span></span> == |
| | ||
| Line 424: | Line 424: | ||
| | ||
| − | = <span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration"><span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration"><span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration"><span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration">Example 3: Volt Velocity’s Jig Maintenance Configuration</span></span></span></span> = | + | = <span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration"><span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration"><span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration"><span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration"><span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration"><span class="mw-headline" id="Example_3:_Volt_Velocity.E2.80.99s_Jig_Maintenance_Configuration">Example 3: Volt Velocity’s Jig Maintenance Configuration</span></span></span></span></span></span> = |
| | ||
| Line 432: | Line 432: | ||
<br/> | <br/> | ||
| − | = <span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration"><span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration"><span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration"><span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration">Example 4: Volt Velocity’s ICT Test Fixture Configuration</span></span></span></span> = | + | = <span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration"><span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration"><span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration"><span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration"><span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration"><span class="mw-headline" id="Example_4:_Volt_Velocity.E2.80.99s_ICT_Test_Fixture_Configuration">Example 4: Volt Velocity’s ICT Test Fixture Configuration</span></span></span></span></span></span> = |
| | ||
| Line 508: | Line 508: | ||
| | ||
| − | == <span class="mw-headline" id="The_42Q_Solution_3"><span class="mw-headline" id="The_42Q_Solution_3"><span class="mw-headline" id="The_42Q_Solution_3"><span class="mw-headline" id="The_42Q_Solution_3">The 42Q Solution</span></span></span></span> == | + | == <span class="mw-headline" id="The_42Q_Solution_3"><span class="mw-headline" id="The_42Q_Solution_3"><span class="mw-headline" id="The_42Q_Solution_3"><span class="mw-headline" id="The_42Q_Solution_3"><span class="mw-headline" id="The_42Q_Solution_3"><span class="mw-headline" id="The_42Q_Solution_3">The 42Q Solution</span></span></span></span></span></span> == |
| | ||
| Line 540: | Line 540: | ||
| | ||
| − | = <span class="mw-headline" id="Map_Tooling_to_MES101"><span class="mw-headline" id="Map_Tooling_to_MES101"><span class="mw-headline" id="Map_Tooling_to_MES101"><span class="mw-headline" id="Map_Tooling_to_MES101">Map Tooling to MES101</span></span></span></span> = | + | = <span class="mw-headline" id="Map_Tooling_to_MES101"><span class="mw-headline" id="Map_Tooling_to_MES101"><span class="mw-headline" id="Map_Tooling_to_MES101"><span class="mw-headline" id="Map_Tooling_to_MES101"><span class="mw-headline" id="Map_Tooling_to_MES101"><span class="mw-headline" id="Map_Tooling_to_MES101">Map Tooling to MES101</span></span></span></span></span></span> = |
| | ||
| Line 550: | Line 550: | ||
| | ||
| − | = <span class="mw-headline" id="Configuration_Complete:_Ready_for_Production"><span class="mw-headline" id="Configuration_Complete:_Ready_for_Production"><span class="mw-headline" id="Configuration_Complete:_Ready_for_Production"><span class="mw-headline" id="Configuration_Complete:_Ready_for_Production">Configuration Complete: Ready for Production</span></span></span></span> = | + | = <span class="mw-headline" id="Configuration_Complete:_Ready_for_Production"><span class="mw-headline" id="Configuration_Complete:_Ready_for_Production"><span class="mw-headline" id="Configuration_Complete:_Ready_for_Production"><span class="mw-headline" id="Configuration_Complete:_Ready_for_Production"><span class="mw-headline" id="Configuration_Complete:_Ready_for_Production"><span class="mw-headline" id="Configuration_Complete:_Ready_for_Production">Configuration Complete: Ready for Production</span></span></span></span></span></span> = |
| | ||
| Line 560: | Line 560: | ||
| | ||
| − | = <span class="mw-headline" id="History_Report"><span class="mw-headline" id="History_Report"><span class="mw-headline" id="History_Report"><span class="mw-headline" id="History_Report">History Report</span></span></span></span> = | + | = <span class="mw-headline" id="History_Report"><span class="mw-headline" id="History_Report"><span class="mw-headline" id="History_Report"><span class="mw-headline" id="History_Report"><span class="mw-headline" id="History_Report"><span class="mw-headline" id="History_Report">History Report</span></span></span></span></span></span> = |
| | ||
| Line 568: | Line 568: | ||
| | ||
| − | = <span class="mw-headline" id="Attachments"><span class="mw-headline" id="Attachments"><span class="mw-headline" id="Attachments"><span class="mw-headline" id="Attachments">Attachments</span></span></span></span> = | + | = <span class="mw-headline" id="Attachments"><span class="mw-headline" id="Attachments"><span class="mw-headline" id="Attachments"><span class="mw-headline" id="Attachments"><span class="mw-headline" id="Attachments"><span class="mw-headline" id="Attachments">Attachments</span></span></span></span></span></span> = |
| | ||
| Line 584: | Line 584: | ||
| | ||
| − | = <span class="mw-headline" id="References"><span class="mw-headline" id="References"><span class="mw-headline" id="References"><span class="mw-headline" id="References">References</span></span></span></span> = | + | = <span class="mw-headline" id="References"><span class="mw-headline" id="References"><span class="mw-headline" id="References"><span class="mw-headline" id="References"><span class="mw-headline" id="References"><span class="mw-headline" id="References">References</span></span></span></span></span></span> = |
Buckley, P. (2016). The test fixture maintenance guide offers best practice tips. Retrieved from: | Buckley, P. (2016). The test fixture maintenance guide offers best practice tips. Retrieved from: | ||
| Line 626: | Line 626: | ||
| | ||
| − | = <span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Revision_Log"><span class="mw-headline" id="Revision_Log"><span class="mw-headline" id="Revision_Log"><span class="mw-headline" id="Revision_Log"><span class="mw-headline" id="Revision_Log">Document Revision History</span></span></span></span></span></span></span></span></span></span></span> = | + | = <span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Document_Revision_History"><span class="mw-headline" id="Revision_Log"><span class="mw-headline" id="Revision_Log"><span class="mw-headline" id="Revision_Log"><span class="mw-headline" id="Revision_Log"><span class="mw-headline" id="Revision_Log">Document Revision History</span></span></span></span></span></span></span></span></span></span></span></span></span> = |
{| border="1" class="wikitable" | {| border="1" class="wikitable" | ||
Revision as of 21:07, 18 June 2021
Tooling Control
Maintaining your Factory’s Workhorses

It’s easy to focus on assets - they’re big, loud, and industrious. They build a product. But don’t ignore their hardworking counterparts - jigs and other tooling accessories that work in tandem with factory assets to ensure consistent quality and keep production lines running at expected OEE levels.
With 42Q’s Tooling Control, plants can track usage and scheduled maintenance on all their tooling equipment - jigs, stencils/squeegees, test fixtures, tooling assemblies, and more. Tooling Control quickly validates loaded tooling against a work order, work station, and asset, ensuring the right tools are in the right place.
This whitepaper provides a step-by-step guide to 42Q’s newest software package, Tooling Control.
Contents
- 1 Overview
- 2 Benefits
- 3 Comparison of CMMS Asset and CMMS Tooling Control
- 4 Tooling Modules
- 5 Whitepaper Structure
- 6 Use Case: Volt Velocity: Overview
- 7 Tooling Control Workflow
- 8 Pre-Configuration Steps
- 9 Configure Tooling Thresholds Per Your Plant’s Production Needs
- 10 Example 1: Volt Velocity’s Solder Paste Stencil Maintenance Configuration
- 11 Example 2: Volt Velocity’s Rivet Guns and Torque Screwdrivers Maintenance Configuration
- 12 Example 3: Volt Velocity’s Jig Maintenance Configuration
- 13 Example 4: Volt Velocity’s ICT Test Fixture Configuration
- 14 Map Tooling to MES101
- 15 Configuration Complete: Ready for Production
- 16 History Report
- 17 Attachments
- 18 References
- 19 Document Revision History
Overview
Computerized Maintenance Management System (CMMS) Tooling Control is the sister companion to CMMS Asset, 42Q’s complete solution for asset management. Tooling Control integrates with 42Q’s shop floor control package (MES 101), and their powerful business analytics tool (MESWeb), to provide ultimate control and traceability for factories that utilize tooling equipment (e.g. test jigs, test fixtures, solder paste stencils and squeegees, vacuum blocks) and assembly tools (e.g. screwdrivers, torque meters, etc.) in conjunction with their factory’s assets.
Benefits
Tooling Control notifies key personnel of upcoming and overdue maintenance requirements, and automatically creates, sends, and closes work orders for tooling maintenance tasks.
Additionally, Tooling Control validates tooling maintenance status by usage, expiration date, or time period during loading/unloading, and prior to scanning activity, making it especially valuable in highly regulated industries such as automotive and medical.
Tooling Control can be leveraged to place a manufacturing hold on the production line when tooling maintenance is overdue, or the correct tools are not loaded into stations.
Although Tooling Control is an add-on feature to CMMS Asset, any of its capabilities can also be applied to a larger asset. CMMS Asset Type and Tooling Control Asset Type features are outlined in the table below.
Comparison of CMMS Asset and CMMS Tooling Control
| CMMS Asset Type | Tooling Control Asset Type |
| Manages standalone assets and equipment. | Manages tooling (e.g. jigs, stencils, test fixtures, screwdrivers, etc.). |
| Monitors preventive maintenance according to time period per assigned calendar plan. | Monitors tooling maintenance according to usage, expiration date, and/or time period. |
| Creates and closes work orders based on PM schedules and repair type work orders. | Tooling control creates and closes work orders based on maintenance work order |
| Notifies key personnel of upcoming/overdue maintenance. | Notifies key personnel of upcoming/overdue maintenance. |
| Places a manufacturing hold on the production line when asset maintenance is overdue if configured as a Tooling Type. | Places a manufacturing hold on the production line when tooling maintenance is overdue based on total usages sent from scanning activity. Places manufacturing hold on lines if incorrect tools are loaded |
| Sends data to MesWEb for OEE reports. Displays real-time asset data and OEE charts in Operation Dashboard and 42Q Live. | Sends unit history to CMMS Reports > Tooling Where Used and at the unit history record (MESWeb) for 100% traceability. |
Tooling Modules
Tooling is completed within several 42Q modules. The Tooling Control module, housed inside CMMS Asset, is used by engineers to define maintenance profiles and usage parameters. Tooling Mapping associates MES 101 data (production part numbers, process, location) with tooling equipment, in order for 42Q to count usages by scan activity. Tooling Load/Unload captures tooling usage and validates tooling equipment as production operators load tools and scan units at the mapped location. Finally, plants can view a complete unit history of all tooling activity in the Tooling Where Used feature, located within CMMS Reports. Plants utilizing Tooling Control as a standalone feature without MES 101 can manually track tooling used in the Manual Update Usage module.
Whitepaper Structure
This document will explain Tooling Control by borrowing several real-life examples from an SMT (Surface Mount Technology) production line. Select the business scenario that best matches your production needs to configure tooling equipment and begin using Tooling Control on your factory floor today.
Use Case: Volt Velocity: Overview
"Volt Velocity,” an integrated manufacturing services (IMS) factory, builds printed electronic circuit boards for the automotive industry. Volt produces 4,000 PCBs each day. The boards are attached to plates that consist of buttons, LED lights, and copper stripping (these items are outsourced). Completed plates are installed onto stereo consoles of compact cars.
Volt operates 3 different asset types to build the PCBs:
- Solder Paste Printer
- Pick and Place
- Reflow Oven
- ICT Testing with Test Fixtures
Volt assembles the plates on a manual line with the following assembly tools:
- Rivet Guns
- Torque Screwdrivers
Volt utilizes jigs to secure the plates and PCBs in the proper position during the drilling process.
The company manages its assets with 42Q’s CMMS Asset. Since adopting CMMS, VV is quickly becoming a paperless factory and has significantly reduced repair work orders. By utilizing CMMS Asset’s Spare Parts module it has streamlined the procurement process and reduced inventory losses by a small margin.
Over the past several months, quality engineers have identified a persistent trend on the Top Defect Reports they run daily through MESWeb. The company’s printed circuit boards, always a consistent product, have begun to fail quality checks. By analyzing random PCB samples using MES 101’s Sampling Plan module, engineers traced the quality problem to the first stage of PCB production, then narrowed their investigation to the solder paste printer. A thorough inspection of soldered PCBs was conducted. The findings were puzzling:
- Solder paste retraction on 10% of the surface area
- Missing solder on an additional 30% of surface area
Engineers were confused. A quick comparison of PM Calendar schedules and CMMS Reports confirmed compliance with scheduled monthly PM maintenance tasks on solder paste printers over the past 2 years.
It was time to dismantle the solder paste printer itself. Finally, the real culprit was revealed in the form of worn-out solder paste stencils. At first glance, the stencils appeared solid and trustworthy. Even holding them up to the light for better inspection revealed nothing. However, when placed in a water bath, hairline fractures were apparent; these small cracks allowed the solder paste to slip underneath the stencil and smear during the squeegee process. Deeper investigation showed small tears on the edges of the squeegees themselves, which further contributed to the retraction and missed solders.
The production team contacted 42Q for help.
Luckily, 42Q had other customers who needed more control over their tooling equipment. In response, 42Q developed a brand new product - built precisely for stencil problems such as Volt encountered. The new product, called Tooling Control, manages tooling equipment - the critical, often ignored accessories that provide quality control for assets.
VV returned to their lab and immediately added their stencils to their regular maintenance plan. Following are the steps they completed to begin monitoring and maintaining their stencils:

“The quality of a finished part, its properties, the speed and accuracy with which it can be produced and the repeatability of manufacture in high volume production runs, all depend on the precision and characteristics of the tooling. So for the best parts, tooling needs to be designed and engineered to the highest quality.”via
Tooling Control Workflow
Figure 1: Tooling Control Workflow

Pre-Configuration Steps
- Groups
Engineers must create Group(s) to complete the tooling maintenance tasks, and assign users to those groups. Groups are configured in CMMS Admin > Groups.
There are many considerations and configuration options when assigning group permissions - groups are discussed in detail in the attached CMMS Administration Work Instruction documents.
After CMMS admin configure Group(s) and select group category, there are three levels - Location/Production Line/Asset to do group configuration for one specific group. Higher-level group configuration can be inherited by the User using ‘one-click’ on Import from Inherited Group button. If the location has a group configuration while the production line has none, then assets will inherit from the location level by ‘one-click’. Source Type and Source Name can be used as reference information to conclude where it was inherited from.
For the purpose of this paper, one group was created with three users/technicians.
- Group Name: VV_SP Stencil
Note: It can only support retrieving one level, for example, if location-production line levels both had group configuration, it can only be inherited
-
Checklist
Create the Checklist(s).
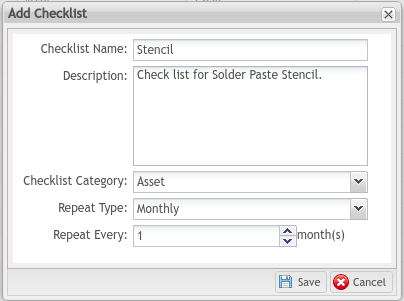
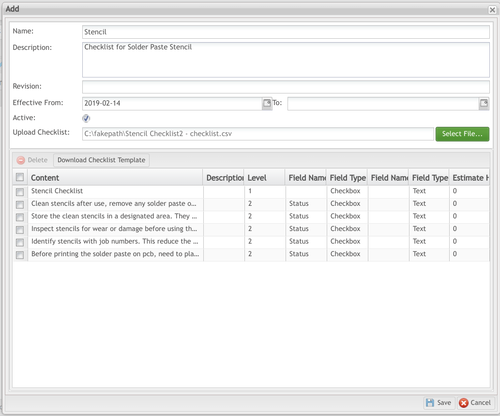
Tooling maintenance requires a repair checklist. Checklists are configured and imported in 42Q’s CMMS Asset in the Checklist tab. Some configuration requirements will require more than one checklist. The checklist below describes the steps needed for periodic maintenance on a solder paste stencil tooling type for Volt Velocity.
- Checklist: Volt Velocity’s Stencil Maintenance for Solder Paste Printer
- Clean stencils after use, remove any solder paste on them or within the apertures.
- Store the clean stencils in a designated area. They should not be left out, as they are more likely to be damaged.
- Inspect stencils for wear or damage before using them.
- Identify stencils with job numbers. This reduces the mishandling or misplacing of stencils.
- Before printing the solder paste on PCB, users need to place into tape on PCB for trial purposes.
Figure 2: Add New Checklist
'Figure 3: 'Checklist Content
- Configure MES 101 Details
A principal feature in Tooling Control is the ability to place a manufacturing hold on a production line when tooling has surpassed its usage thresholds, and when the wrong tooling is loaded. To accomplish this task, plants will need to map tooling details to production line details.
- Location (Process)
- Part Number and corresponding Shop Floor ID
- Product Route
4. Asset Type & Asset
Toolings are treated as a special kind (type) of Assets. Each Tooling Type is configured as an Asset Type in CMMS Asset. Use the following guidelines to configure each asset type.
- Asset Type: Tooling Part Number: If using MES101 to send SFDC data, enter one PN to represent the tooling equipment.
- Asset Category: Add a Category to distinguish Tooling Type from Asset Types.
- Asset: Enter the Tooling ID.
- Volt Velocity needs to create five (5) Tooling Types:
- stencils
- rivet guns
- torque screwdrivers
- jigs
- test fixtures.
'Figure 4: 'Adding a New Asset Type

- Maintenance details are defined in the Maintenance Tab of the corresponding Asset Type. The maintenance configuration for each of Volt Velocity’s Asset Types is described in Configure Tooling Thresholds.
'Figure 5: 'Editing an Asset Type

- Volt Velocity will assign assets (Tooling Ids) to each Asset Type.
'Figure 6: 'Editing an Asset - General Tab






Configure Tooling Thresholds Per Your Plant’s Production Needs
Tooling maintenance thresholds and notifications are defined according to the Asset Type Configured inStep 1. All tooling settings are located in the Maintenance Tab of Asset Type.
VV will need to define maintenance for each Tooling Type. We will discuss each tooling type’s unique maintenance requirements in the following section. Follow the example that best matches your plant’s tooling equipment and production goals.
Example 1: Volt Velocity’s Solder Paste Stencil Maintenance Configuration
Let’s begin with the Solder Paste Printer Stencil.
Overall, stencils vary widely in thickness, material, and size. Stencils can be constructed from mylar film, stainless steel, or other materials; they may be very thin and pliable, or thick and rigid; the density of laser cutouts differs from stencil to stencil, based on the pcb. Therefore, it is good practice to replace stencils according to the manufacturer’s guidelines.
VV uses steel stencils 0.125 mm thick. The recommended manufacturer’s expiration date for VV’s stencils is 3 months.
42Q offers 3 different maintenance options: Usage Control, Expired Date Control, or Periodic Control. VV will select the second maintenance option - Expired Date Control - as its primary tracking method for Stencil_01, and define the replacement period as every 3 months.
But VV is not finished setting usage controls for its stencils yet. With 42Q’s Tooling Control, users have the option to track tooling usage more than one way. VV spends ~ $40 for each stencil, a relatively inexpensive production tool. Because poorly placed solder can drastically affect quality, and because VV is a very high volume plant, they want to complete a periodic check of solder paste stencils each month in addition to the 3 month replacement. VV will also select the third maintenance option - Periodic Control - in addition to Expired Date Control.
VV will not monitor stencilsaccording to usage - Usage Control.
The 42Q Solution
Based on the above periodic maintenance configuration for Velocity Volt’s stencils, 42Q will now create work orders and send notifications to the VV_SPP_Stencil group every month to remind the technicians to change the stencil on the solder paste printer. The system will also send reminder notifications to technicians in the VV_SPP_Stencil to clean the stencil and check for cracks 3 days prior to the monthly due date. The system will also send an alert if monthly maintenance is not completed within the 3 day grace period.
On the production line, a different scenario unfolds based on the Expired Date Control configuration. When operators load the stencil onto the solder paste printer, 42Q validates: 1. Stencil_01 was loaded and 2. Stencil _01 has been replaced within the 3 month timeframe. If the wrong stencil is placed on the printer, the system sends a manufacturer's hold and the production line stops. If Stencil_01 is outside the expiration date, 42Q creates and sends a work order, sends a manufacturing hold, and stops the production line. When the correct and/or maintained stencil is loaded, 42Q closes the work order, sends appropriate notifications, and production resumes.
'Figure 7: 'Editing Asset Type

Example 2: Volt Velocity’s Rivet Guns and Torque Screwdrivers Maintenance Configuration
Rivet Guns and Torque Screwdrivers are used to affix plate covers (3” X 3”) to the finished PCBs at the VV plant. Over time, both of these assembly tools “start to drift out of tolerance” (Forwessun, 2019) and require calibration. The frequency of calibration depends on usage, application, and risk tolerance. In VV’s PCBA plant both tools receive high usage, as the plant produces 4,000 units per day. Unlike the solder paste stencil, which was thin and densely cut, the plates are fairly large and precision drilling is not critical.
Both assembly tools will be configured the same way. For the purpose of this whitepaper, we will discuss only the torque screwdriver.
Configure maintenance thresholds for the screwdriver in the Maintenance Tab of Asset Type.
Based on the assembly tool usage and requirements, VV will select Usage Control for its Torque Screwdriver and Rivet Gun.
- The maximum usage threshold is set for 1,000. VV selects a fairly high number because risk tolerance is high; however, because VV produces 4,000 plates per day, a 1,000 limit will still require several changeovers within each shift, shop floor managers are available to visually monitor the assembly tools.
- Max Usage Threshold = 1000
- Interval Control: VV wants torque screwdrivers on their manual assembly line to be replaced at regular intervals - every 1,000 usages.
- The plant will not select Expired Date Control or Periodic Control options. Assembly tools are changed frequently - there is no need for periodic maintenance.
The other reason that VV is not concerned about periodic maintenance is that 42Q’s Maintenance by Usage feature allows administrators to control usage in a number of ways, not just by hit counts. Follow the example below.
- VV sets the following additional controls in Maintenance by Usage:
Figure 8: 'Editing an Asset Type - Maintenance Tab'

- Interval Usage Times: Interval Usage Times represent checkpoints. VV wants engineers to check screwdriver alignment every 200 uses - this is an additional control feature.
- Warning Thresholds: VV wants warnings sent 20 usages below the every usage milestone.
Usage Milestone and Warning Threshold
Tooling maintenance and review is needed for each milestone. Work orders are created according to each warning threshold before each milestone. Once the work order is created, the user must complete the work order. If the work order does not get completed, a MFG Hold will be put on the work order preventing the user from scanning or continuing with production if usage reaches a milestone. Besides, While set maintenance for asset type, it is critical for users to understand the important concept concerning Maximum Usage Milestone and Usage Milestone.
For the user, the Maximum Usage Threshold is set for 1,000. This means that the life cycle for this tooling can only be used 1,000 times. After the max usage has been reached , the user can no longer use it again.
For Regular Intervals,the interval usage time should be set at increments of the same size with a hidden usage milestone, for example, 100 means it will need maintenance each 100 usages with a regular span. The hidden milestone is 100, 200, 300, 400, 500, 600, 700, 800, 900 and then scrap or replace once the maximum usage arrives.
For Irregular Intervals, users have the ability to set their own usage milestones and use a comma to define each milestone which is explicit to the user. Irregular Intervals are contractual to Regular Intervals because they do not have the same span. For example, 100, 250, 300, 850, 990 with an explicit milestone, it will need maintenance when using 100, 250, 300, 850, 990 times and then scrap or replace once the maximum usage arrives.
Warning Threshold number is set to define when to create work order, once this number is reached before each milestone, work order will be created with a checklist for each asset and notify the user. For example, with a warning threshold as 20 and regular intervals as 100, work order will be created at 80, 180, 280, 380, 480, 580, 680, 780, 880 and email notification to the Assigned Group and Requestor Group.
The 42Q Solution
Setting Maintenance by Usage this way produces the following results:
If the wrong torque screwdriver is loaded, 42Q places a manufacturing hold on the production line and creates a work order. Once resolved, the work order is closed, the hold is removed, and production resumes. If the torque screwdriver’s usages exceed 1,000 when loaded, the same actions are taken.
Because Interval Usage Time is set at 200, 42Q will create a work order when screwdriver usage reaches 200, 400, 600, and so on. This provides an additional level of control to ensure VV’s screwdrivers are aligned and working as expected.
The Warning Threshold (set at 20) tells 42Q to send email notifications to stakeholders (assigned technicians and supervisors) when usages reach 180 (20 less than 200); 380 (20 less than 400); etc. Likewise, the system will place a manufacturing hold on the production line when screwdrivers with 220 usages are loaded (20 more than 200); 420 (20 more than 400; etc.
Example 3: Volt Velocity’s Jig Maintenance Configuration
VV uses jigs to keep PCBs and plates aligned while they are being secured together on the manual assembly line. Like stencils, jigs wear out over time, due to constant use. VV’s jigs are plastic plates ¼” thick and approximately 2” x 3.5”, with 4 holes for screw placement, shaped to outline the PCB/Plate. Unlike the stencils, VV’s jigs do not withstand constant cleaning, solder paste application, and squeegee swiping. The wear on the jigs is mostly due to the movement of rivet guns and screwdrivers inside the drilling holes. Therefore, VV will set jig maintenance exactly the same as maintenance settings for their assembly tools. See: Volt Velocity’s Rivet Guns and Torque Screwdrivers Maintenance Configuration.
Example 4: Volt Velocity’s ICT Test Fixture Configuration
One of Volt Velocity’s most important toolings is their ICT (In-circuit) test fixtures, used to check component placement and electrical connectivity on the completed PCBs.
VV uses bed-of-nails type test probes, mounted on a plastic board. Their preferred vendor is Forwessun. Forwessun recommends replacing test probes “every 50,000” operations. Forwessun further recommends daily checkpoints for fixtures in high volume production; at 4,000 pcbs per day, VV qualifies as high volume.
Based on these manufacturer’s guidelines, VV will set the maintenance schedule for ICT test fixtures using the Maintenance by Usage option:
- Select Usage Control option
- Set Max Usage threshold at 50,000
- SelectInterval Control as Irregular
- Set Usage Milestones at 20000, 40000, 45000, 46000, 47000, 48000, 48500, 49000, 49400, 49800 with irregular intervals as 20,000, 5,000, 1,000, 500, and 400.
- Set Warning Threshold at 300
Forwessun manufacturing specifies daily checkpoints/cleanings for ICT fixtures used in high volume plants. Therefore, VV will schedule daily PM maintenance in addition to maintenance by usages.
'Figure 9: 'Editing an Asset Type - Maintenance Tab

Checklist Note: VV needs to create (2) checklists - one for the usage maintenance (called “Replace Probes by Usage: ICT Test Fixtures”) - and a second checklist for the daily PM maintenance of the probes and fixture (called “ICT Test Fixtures Daily PM”). This setup is completed in CMMS Asset → Checklist. Engineers will upload each checklist separately, then use the tabs to connect each checklist to the Asset Type (see screenshots below).
'Figure 10: 'Checklist Tab

'Figure 11: 'Edit Checklist - Asset Type Tab

Weekly ICT Test Fixture Checklist:
- Check gas stays are not leaking.
- Check Testjet/Vtep plates and amp boards.
- Crease bearing pins.
- Check that the fixture 8is dust free. Pay close attention to probe areas.
- Check spacers are firmly attached to the support plate.
- Check pushers.
Replace Probes by Usage: ICT Test Fixture
- Check probes.
- Check probe tip placement is aligned.
- Check probe tip styles with the test probe color coding plate.
- User probe alignment sheet to make sure probes are straight.
- User probe alignment sheet to ensure probes are hitting the centre of the testpad.
- Clean probes with brush or air pressure so electrical contact is complete. Do not use any solvents.
The 42Q Solution
42Q will respond to this ICT test fixture configuration in the following ways:
Usage Control
If an ICT Test Fixture is loaded that exceeds 50,000 usages, a manufacturing hold will be sent, and the production line will be stopped. Similarly, if the incorrect fixture is loaded, 42Q will reject the fixture, and place a manufacturing hold on the line, until the proper ICT test fixture is loaded.
Because Irregular Interval was selected, 42Q will schedule checkpoints on the ICT tooling every 20,000 usages, then every 5,000 usages, then every 1,000 usages, then every 500 usages, then every 400 usages. At maximum usage at 50,000 usages, the ICT fixture will be retired. This option was selected because ICT probes are intricate and are exposed to a great deal of wear. As they age, they will need to be monitored more closely. At each checkpoint (Usage Milestones - Warning Threshold), the system creates a work order and sends notifications to the appointed group(s).
The warning threshold of 3000 tells 42Q to create maintenance work order and send an email alert to associated groups/supervisors when usages reach 19,700, 39,700, 44,700, 45,700, 46,700, 47,700, 48,300, 48,700, 49,100, 49.500 (300 times before reaching each usage milestone). 42Q will place a manufacturing hold directly on the line at 50,000 usages to ask users to replace tooling.
Periodic Maintenance
Per this configuration, 42Q will send notifications and work orders to the VV_SP_Stencil group daily. Because the grace period was set at 1 days, group members will receive reminder notifications for the scheduled maintenance, and escalation emails will be sent if work orders are not completed within the same 1 day grace period.
Map Tooling to MES101
Once all configuration is complete, Velocity Volt is ready to map details configured in CMMS to production details in Production Workbench. This connection allows the system to identify tooling usage counts and validate tooling types via scan activity on the Product’s Part Number.
The connection is created in Tooling Mapping, where engineers will add Shop Floor ID, Part Number, Process (Location), and Tooling Asset Type. The mapping allows operators to scan the Tooling Part Number at the Load process, thereby connecting CMMS with production.
Configuration Complete: Ready for Production
The Tooling Load/Unload feature is used by shop floor operators during daily production. Once all mapping and configuration is complete, the system automatically records tooling activity, validates toolings are maintained and accurate, creates work orders, places necessary manufacturing holds and closes work orders as maintenance is confirmed.
Plants operating CMMS as a standalone feature can manually add all necessary information in the Manual Update Usage production module.
History Report
Volt Velocity can quickly check all tooling activity in the Tooling Where Used submodule, located within CMMS Reports. A complete list is available in the view-only format.
Attachments
Tooling Control Work Instruction
CMMS Administration Work Instruction
How to Create a Basic Route, PN, SN
CMMS Work Order & Preventive Maintenance Work Instruction
References
Buckley, P. (2016). The test fixture maintenance guide offers best practice tips. Retrieved from:
Fixture Maintenance Procedure for Forwessun test fixtures. (n.d.). Retrieved February 15, 2019:
Mountz Torque. (2016). How to Set the Torque for a Preset Torque Screwdriver. Retrieved from:
Printed Circuit Boards Assembly (PCBA) Process. (n.d.). Retrieved from:
Poole, I. ICT, (n.d.). In-Circuit Test Fixtures/Bed-of-Nails & Probes. Retrieved from:
Stencil Printing. (n.d.). [Wikipedia]. Retrieved February 15, 2019.
Stencil Printing Foil Lifecycle. (2007).
Document Revision History
| Date | Author | Title | Version | Change Reference | Approved by |
|---|---|---|---|---|---|
|
02/15/19 |
Martha Jordan | Technical Writer | A1 |
First release for Tooling Control Whitepaper. |
Gustavo Velasquez |